Insourcing Cable Manufacturing and Testing
How EVCables.com Found Its Perfect Match with the CableEye Tester from CAMI Research
James Louw, EVCables.com

PART I
A Rewarding Journey for an EV Charging Cable Manufacturer
EVCables.com is a global leader in EV charging cables, providing the widest range of Type 1, Type 2, Type
3 and Vehicle to Load cables, as well as EV parts and accessories. Part of the Wottz group, EVCables.com
operates out of Marlow in England and manufacturers over 5000 cables a year, selling direct to consumers
through its online store evcables.com and supplying fleets such as Scottish and Southern Electricity Networks
(SSE) and charge point manufacturers such as Simpson & Partners. Using our digital testing unit, we run a
suite of tests on every completed cable to ensure it’s safe, reliable and compliant.
When it comes to manufacturing high-quality electric
vehicle cables, there’s no room for compromise. This is a
sentiment we live by at EVCables.com. Eighteen months
ago, we undertook the mission of insourcing all our cable
manufacturing and having a reliable test suite in place
was paramount before we could start full-scale
production. No matter how good our processes or
technical staff are, exceptions always happen; whether it
be miscut lengths, damaged contacts, compromised
insulation or simple assembly error. There is no way of
avoiding these, but what we can do is test all points of
failure on every cable to ensure the quality of our product
when it leaves the factory. What we required was an
automated tester that could evaluate all these failure
modes with a simple press of a button.
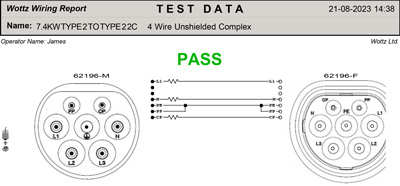
After a methodical selection process, we decided to go with the CableEye ® Tester from CAMI Research. Here, we describe how we did that, and (in Part II) what tests have been implemented.

Fig. 1: Testing an EV Cable with the CableEye Tester
Credit: EVcables.com
Identifying Our Requirements
Before even looking at potential vendors, our team coordinated
to identify the specific requirements we had. We considered the types of electric vehicle cables we would be testing, the number of points that needed to be examined, and the specific tests needed to be performed, namely: Insulation resistance testing, continuity testing, 4-wire Kelvin low resistance testing, phase orientation and intermittent fault testing.
Regulatory Checks
Given the nature of our products, compliance with industry-specific quality standards was a top priority. Our quality assurance team made sure to list out all the regulations and standards we needed to meet, namely: IEC 62196, IEC 61851, BS EN 50620, The Electrical Equipment (Safety) Regulations and the Low Voltage Directive.
Vendor Hunt and Technical Checklists
After initial preparations, we identified several vendors, one of which was CAMI Research. To streamline our search, we used a technical checklist that acted as our roadmap in comparing the CableEye Tester against others in the market.
Demos and Quotes
Steve Hooper at Cimbian (distributor of CableEye products for GB) was incredibly cooperative, offering us a comprehensive demo of the CableEye Tester. The demo proved valuable because we could check off numerous criteria on our technical checklist during this hands-on experience. For the couple weeks we had the demo unit, we could verify integration into our production workflow, create connector resources that we used in our map files and assemble our test rig, which we would use at our test station. Cimbian provided a comprehensive quote for not only the main test unit, but also all ancillary parts needed to get our project live.
Software and Ease of Use
The CableEye Tester came with fully customizable software that allowed EVCables.com to create different connectors, pin maps and automated test procedures through the macro editor. With a few days of work using the comprehensive guides offered by CAMI research and with the help from Steve when we got stuck on some of the trickier problems, we were able to fully implement an automated test procedure that utilised scanning in barcodes and saving the test results into a database.
Warranty and Support
An extensive warranty and excellent customer support were the cherries on top. CAMI Research offered a robust warranty and promised continuous support, reassuring us of a long-term partnership. This was highlighted best when it came time to recalibrate our tester after the first faultless year of use. As the tester is used everyday in our production we couldn’t afford to not have it available for any length of time. We managed to ship the tester out on the Friday for Saturday delivery, Cimbian performed all necessary calibration procedures and we collected on Sunday afternoon, Monday we were up and running with no production lost.
Making the Final Decision
Considering the technical fit, budget alignment, and additional perks, the CableEye Tester, Model HVX, from
CAMI Research checked all our boxes. We reviewed the contract meticulously before signing off on what was
a crucial investment for EVCables.com.
Selecting a cable tester is no small feat, but thanks to a well-defined process, we found our perfect match with the CableEye Tester from CAMI Research. It has already made a significant difference in our production quality, and we look forward to reaping its benefits for years to come. We describe a few of the more significant tests that we perform in Part II (appearing in next issue).
PART II
Testing EV Cables
In Part I, we looked at the process we took to select a cable tester, on deciding to insource our cable manufacturing and testing. Here, we discuss a few of the more significant tests that we now perform with that system.
Safety Critical Tests
EV charging cables pose a unique risk in that the safety systems are inbuilt into the cable which prevent over current conditions during charging. This is handled through a coding resistor embedded in each plug that tells both the EVSE (Electric vehicle supply equipment) and EV (Electric vehicle) the maximum current capability of each cable conductor. It is therefore paramount that these resistors are correct and inspected in every cable made. The CableEye unit not only allows us to inspect these resistors but compares them against tolerances defined in the relevant standard IEC 61851 (Table 1).
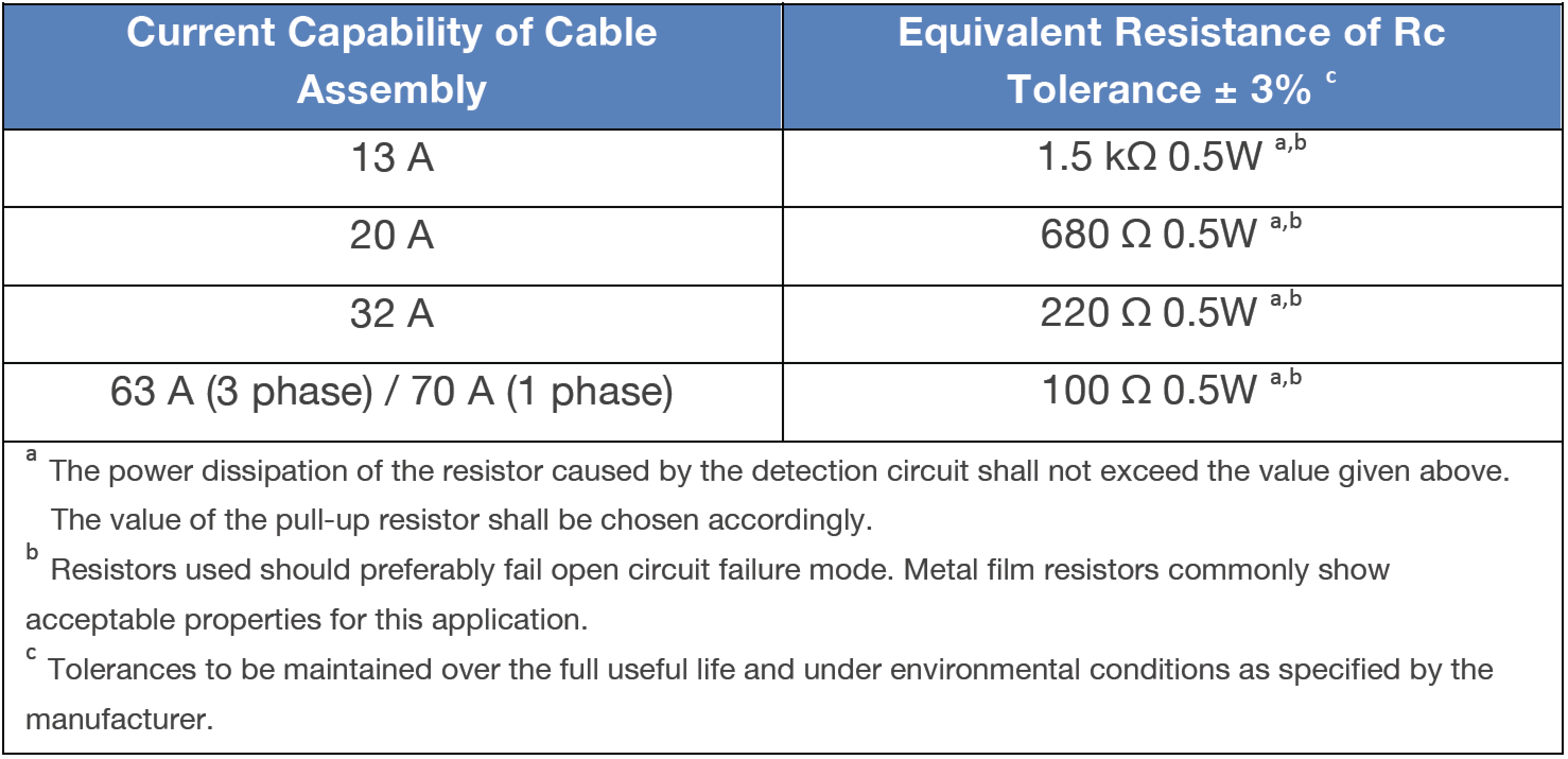
Table. 1: IEC61851 Resistor coding for vehicle connectors and plugs
Credit: EVcables.com
Rapid Prototyping
The EV charging landscape is ever changing and at EVCables.com we aim to supply our customers with current and future charging solutions. NACS (North American Charging Standard) is the future of EV charging in North America. It is a standard that has yet to be ratified by SAE. We at EVCables.com were able to not only develop working prototypes of future connectors but also create relevant test suites that can evaluate the performance of connectors and electrical contacts that are still in development and feed this valuable test results back to our component suppliers to accelerate our designs and reduce our time to market; all this even before the J3400 has been published.

Fig. 3: Wottz NACS connector
Credit: EVcables.com
4-Wire Kelvin Testing
At EVCables.com we see ourselves as a bespoke manufacturer, spearheading a Made To Order approach with
next day fulfillment for all sales from our online store. We do not run any series production of any of our lines
and thus do not hold stock of any length of pre-built cable. We have a unique challenge to overcome, which is
ensuring that the cable we ship to our customer is of the correct length within 5% cutting tolerance.
When
every cable made is a different length to the previous cable we required a robust way of detecting a cable of
incorrect length. This is where the CableEye 4-wire Kelvin testing at 1 A differentiates itself from the
competition. With a sensitivity of one milliohm, the CableEye system gives us the ability to detect varying
cable lengths even with a conductor core area of 6mm2.
With our tests preloaded with values that we have learned from many thousands of cables manufactured, we can detect a cable that is too long/short from what
a customer ordered. The 4-wire Kelvin testing also gives us the ability to detect crimp failures, whether that be
a crimp onto insulation or detecting a crimp failure due to our hydraulic crimper shearing a bolt which caused it
to not reach full crimp pressure (true story).
We also use 4-wire Kelvin testing to detect that correct size copper
conductor was used. The sensitivity of this test is unmatched and allows EVCables.com to offer a product with
confidence that is not only compliant but at the exact specification requested by the customer.
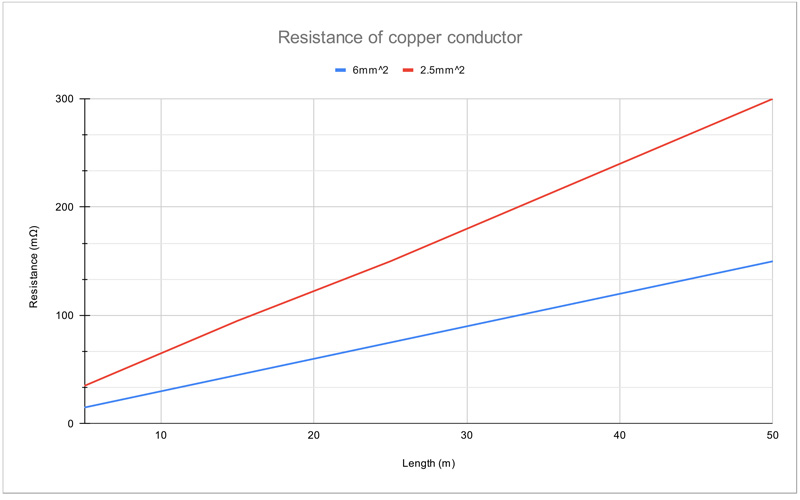
Fig. 4: Graph comparing different conductor resistances over length
Credit: EVcables.com
Summary
Eighteen months ago, we engaged in a business process
shift from outsourcing to insourcing the manufacture of our
EV cables. Inevitably, this required us to grow our own
competency in testing cables. The first phase (ref. Part I of
this article) focused on the selection and acquisition of an
accurate and dependable test system capable of meeting
industry-specific quality standards.
Since rolling out the
new test system, we have achieved an output of 500
cables per month, increased sales by 50% year on year,
and seen a 98% decrease in returns related to
manufacturing defects. We are well on the way to shipping
6000 in 2024. We are pleased that our decision to insource
EV cable manufacturing and develop in house testing has
been so successful.

Fig. 5: Wottz Type 2 Plug
Credit: EVcables.com
The Players
Introducing EVCables.com — Engineered for Excellence. As the burgeoning electric vehicle (EV) market demands increasingly sophisticated charging solutions, we step in as a leading provider of high-quality, eco-friendly, and customisable EV charging cables and accessories. Designed by a team of engineers, our products meet the highest standards of safety, reliability, and efficiency. Our commitment goes beyond just delivering exceptional products; we aim to be a knowledge resource and strategic partner for stakeholders in the electric vehicle ecosystem, including fleet managers and engineers like yourself. EVCables.com
With a strong ethos of innovation, sustainability, and customer-centricity, we are dedicated to contributing to the global transition toward cleaner, greener transportation solutions. When you choose EVCables.com, you're not just opting for a product, but for a long-term partnership committed to driving innovation in the EV charging infrastructure.
CAMI Research produces highly versatile Cable & Harness Test Systems for countless applications in Transportation, Energy, Medical Devices, Defense, Scientific R&D, Telecom, and more. Used for assembly, prototyping, production, and QC of standard or custom cables, CableEye® testers accurately display and document electrical properties such as continuity, resistance, dielectric breakdown, insulation resistance, miswires, twist pair relationships, and intermittent faults. camiresearch.com
Since 2003 Cimbian UK has been bringing assembly and cable testing tools and technology, along with support and know-how, to UK businesses. We find the very best solutions; invest in training and support to deliver to the UK as a full-services provider cimbian.co.uk
CableEye Testers for Checking Connection Resistance
With the exception of M2-series testers, all models of CableEye testers can be used to check the quality of good connections and good non-connections (i.e. isolation).
CableEye Testers with HiPot Capability
CableEye Testers with 4-Wire Measurement Capability
M4
4-Wire measurement capability with ±0.02 Ω resolution is a standard feature.
HVX Series
Advanced Measurements Option, Item 833, includes 4-wire measurement capability with ±0.02 Ω resolution. This option must be ordered at time of purchase of the control module.4-Wire Kelvin Resistance Measurement Option, Item 832, provides 4-wire measurement capability with ±0.001 Ω resolution. This option can be retrofitted.
CableEye ® Automation-Ready Cable and Wire Harness Test Systems
CableEye testers are highly versatile, expandable and upgradable diagnostic and Pass/Fail check Cable and Harness Test Systems that are PC-based. They are used for assembly, prototyping, production, and QC of standard or custom wire cables and harnesses The entire suite of products is powered by the same easy-to-use operating software and, with the help of its signature easy-to-interpret color-coded graphics, instantly identifies not only when there is a fault, but what type of fault and where.
Low Voltage M2 Series
For diagnostic and Pass/Fail Testing - Find, display, log, & document continuity (opens, shorts, miswires, intermittent connections).
Low Voltage M3 Series
For all of the above plus resistance (contact, isolation, embedded), and diodes (orientation, forward voltage, reverse breakdown).
Low Voltage M4 Series
For all of the above plus precision resistance (4-wire), and capacitance (twist wire relationship, length of cable, length to break, capacitors).
Low Voltage and High Voltage HVX Series
For all as described for M3 plus HiPot (dielectric withstand voltage and insulation resistance). 4-Wire Kelvin Measurement and Advanced Measurement Options (capacitance, twist wire relationship, length of cable, length to break, capacitors) are available.
Try One!
photo credit: Progressive Image

photo credit: AP Technology
"Our production guys find it simple to setup and use. Our clients love it as it provides complete traceability for each and every cable assembly we manufacture."
AP Technology, UK